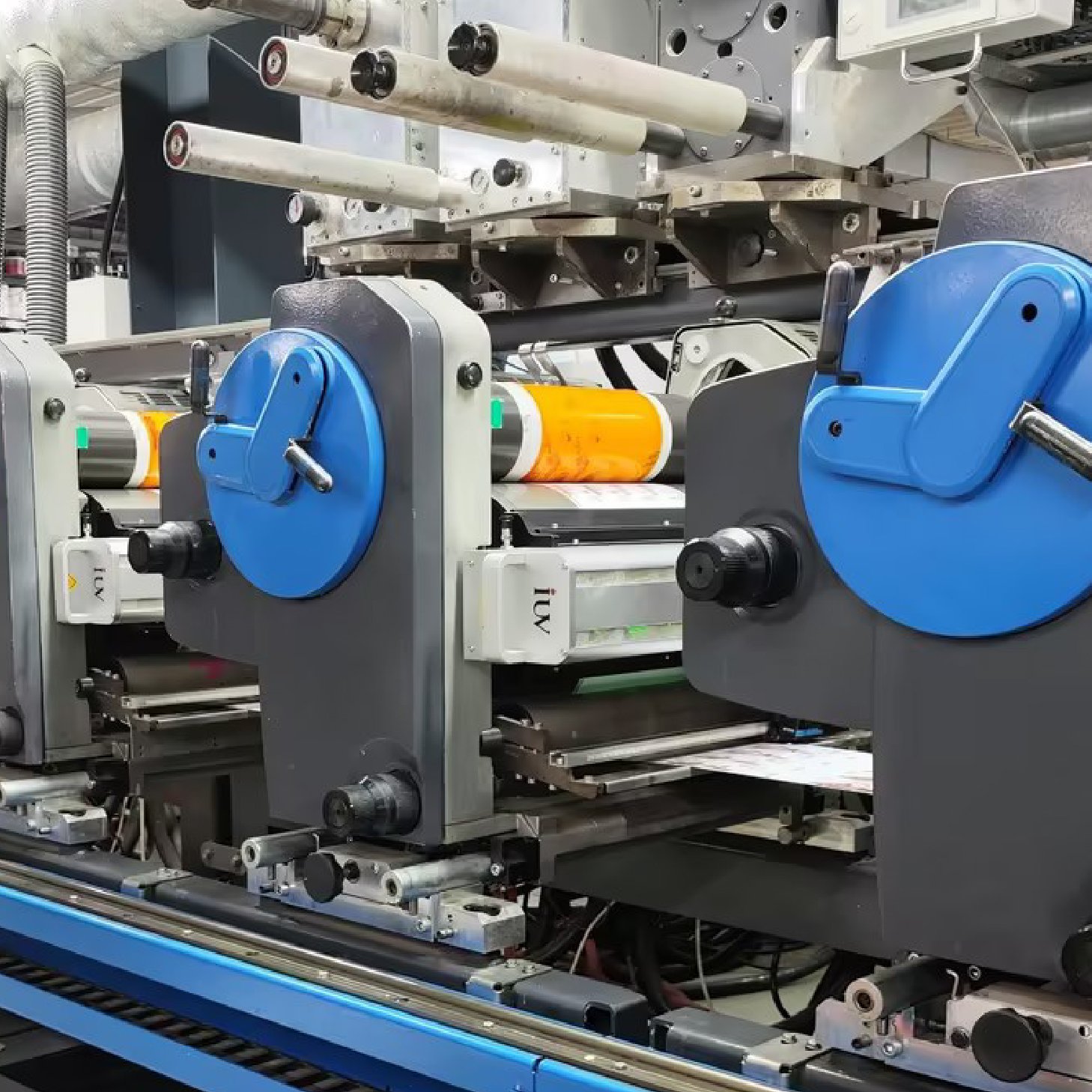
Industrial Background: LED UV Integration in Modern Narrow Web Printing Lines
In narrow web printing, especially for label production and flexible packaging, LED UV curing systems have gradually replaced conventional mercury lamp systems due to their energy efficiency and process stability advantages. In real production environments, flexographic printing and offset printing lines increasingly rely on LED UV curing system configurations to maintain consistent ink curing under high-speed operation. However, integration is not simply a lamp replacement process. It involves coordination between ink chemistry, substrate behavior, and press speed dynamics. In practice, many production lines report that curing stability varies significantly when switching between PET, BOPP, and paper substrates, even under identical energy settings, which highlights the importance of system-level optimization rather than component-level substitution.
Production Challenges in High-Speed UV Flexo and Narrow Web Applications
One of the most commonly observed issues in UV curing for flexo printing is incomplete curing under high line speeds. This often occurs when production targets exceed the effective irradiance threshold of the LED UV curing system. As press speed increases, the exposure time per unit area decreases, and if the energy density is not sufficiently compensated, ink polymerization becomes unstable. Another frequent issue is poor adhesion, particularly on low surface energy films such as BOPP and certain coated PET materials. In production, this is often mistaken as an ink formulation problem, but in many cases it is directly related to insufficient UV dose or mismatched wavelength penetration.
Thermal sensitivity also plays a role, even though LED UV systems are considered cold light sources. In real applications, heat accumulation at the substrate surface can still occur in long-duration runs, especially when multiple UV LED lamp printing units are installed in sequence. This can lead to dimensional instability in thin films, affecting registration accuracy and print consistency.
LED UV Curing Mechanism and Key Engineering Parameters
The performance of a LED UV curing system is primarily governed by three interdependent parameters: wavelength, irradiance, and exposure time. Typical wavelengths used in narrow web printing UV system configurations are 365nm, 385nm, and 395nm. Shorter wavelengths generally provide deeper curing potential, while longer wavelengths improve surface-level curing efficiency and energy stability.
Irradiance, measured in mW/cm², determines the intensity of photon energy reaching the ink layer. However, in production environments, irradiance alone does not guarantee curing success. The real controlling factor is the total UV dose, which is a function of irradiance and exposure time. This becomes critical when line speeds increase beyond system design assumptions.
Curing penetration is another important factor, particularly in thicker ink layers used in label printing applications. In practice, insufficient penetration leads to surface curing while leaving partially uncured ink beneath, which results in adhesion failure during post-processing such as lamination or die cutting.
Engineering Solutions for Stability and Efficiency Optimization
From an engineering standpoint, optimizing LED UV curing system performance requires balancing energy distribution with mechanical production constraints. One effective approach observed in narrow web systems is the zoning control of LED arrays, allowing energy concentration adjustments based on substrate type and print coverage density. For example, higher irradiance settings are typically required for solid ink areas, while lower settings are sufficient for fine text and line work.
Another critical adjustment is lamp-to-substrate distance. In many installations, reducing this gap improves energy coupling efficiency, but it must be carefully controlled to avoid uneven curing across web width. In production environments, slight variations in distance across roller deflection can lead to visible curing inconsistencies, especially in high-precision label applications.
Ink formulation compatibility also plays a key role. UV curing for flexo printing often requires tailored photoinitiator systems that match LED emission peaks. Mismatch between ink absorption spectrum and LED wavelength is one of the most overlooked causes of unstable curing performance in field operations.
Real Production Case: Stability Issues in High-Speed Label Printing
In a typical narrow web label production line operating above 120 m/min, a transition from mercury lamp curing to LED UV curing system initially resulted in inconsistent adhesion on PET substrates. The issue was not immediately linked to curing energy, but process analysis revealed that the previous system relied on broader spectrum penetration, while the LED system provided narrow-band emission at 395nm.
After adjusting irradiance distribution and optimizing exposure through secondary curing units, production stability improved significantly. Additionally, minor adjustments in ink formulation improved crosslink density, reducing post-lamination delamination issues. This case demonstrates that UV LED lamp printing systems require holistic optimization rather than isolated parameter tuning.
Process Optimization for Long-Term Production Stability
In continuous production environments, stability is not defined by peak curing performance but by consistency over extended runs. One observed optimization strategy involves dynamic power modulation, where LED UV output is adjusted based on real-time line speed variations. This reduces energy waste while maintaining curing thresholds.
Another important factor is thermal management within the LED UV curing system itself. Although classified as low-heat technology, internal diode temperature drift can still influence output stability. In practice, systems with active cooling control demonstrate significantly lower variance in curing performance during long production cycles.
Substrate-specific optimization is also essential. PET materials generally require higher energy density due to their lower surface energy characteristics, while paper-based substrates respond more efficiently to lower irradiance levels. Aligning these parameters with production recipes ensures consistent curing behavior across job changes, reducing setup time and material waste.
Overall, optimizing narrow web printing UV system performance is not a single-variable adjustment task. It requires coordinated control of optical, thermal, mechanical, and chemical parameters to achieve stable industrial-scale production performance under varying operational conditions.