Retrofitting existing offset presses with LED UV curing systems isn’t just a trend—it’s a practical upgrade that bridges traditional printing methods with modern efficiency. For shops running label, flexo, sheetfed, or narrow-web jobs, integrating LED UV can slash drying times, reduce energy costs, and unlock compatibility with eco-friendly inks. But the process isn’t plug-and-play. Let’s break down how to approach this without turning your pressroom into a science experiment.
Start by auditing your current setup. Older offset presses might lack the structural integrity to handle UV systems, especially if they’ve been cranking out jobs since the ’90s. Check the press frame for rigidity—LED UV modules add weight, and vibrations during operation can misalign curing zones. Inspect roller bearings and gear trains; if they’re already singing the blues under normal loads, adding UV components could push them into full mechanical karaoke.
Choosing the right LED array matters. Not all UV wavelengths play nice with every ink. For label printing, where thin films dominate, opt for 395-405nm LEDs to penetrate without scorching substrates. Sheetfed operations using heavy ink coverage might need higher-intensity 365-385nm systems. Match the LED’s peak irradiance to your ink supplier’s specs—getting this wrong turns your retrofit into a very expensive paperweight.
Power supply upgrades often catch shops off-guard. A typical 40-inch press with four LED units can draw 15-20kW. If your facility’s wiring dates back to the neon sign era, budget for a dedicated circuit. Don’t forget cooling: air-cooled units work for narrow-web setups, but water-cooled systems handle the thermal load better in 24/7 label production.
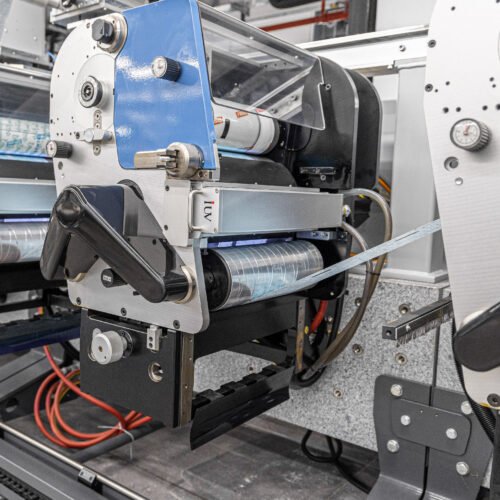
Installation isn’t just bolting on lights. Positioning the LED modules relative to the substrate requires surgical precision. For flexo presses running stretchy films, maintain a 10-15mm gap to prevent heat distortion. On web-fed systems, integrate quartz reflectors to focus UV energy—this boosts curing efficiency by 30% compared to bare LEDs.
Ink chemistry demands attention. Traditional offset inks turn into sticky disasters under UV. Work with suppliers to reformulate with photoinitiators that activate at your LED’s specific wavelength. For shops mixing spot colors, create a compatibility matrix: Pantone 185C might need 2% more initiator than 286C under 395nm light.
Press speed adjustments are inevitable. While LED curing happens in milliseconds, you’ll still need to sync the exposure time with sheet travel. On a 15,000 sph press, that means programming the LEDs to pulse in 0.2-second bursts. Test with UV-sensitive dummy sheets to map coverage—uneven curing leaves ghost patterns that haunt print buyers.
Maintenance gets simpler but requires new habits. LED lifetimes clock in at 10,000-20,000 hours, but dust accumulation on lenses can halve that. Implement weekly wipe-downs using lint-free IPA cloths. For shops running metallic inks, install electrostatic filters upstream—aluminum particles love to cling to LED surfaces.
The real payoff comes in job flexibility. Suddenly, that tricky synthetic label stock stops being a nightmare. Water-based coatings cure without blistering. Hybrid jobs combining offset and screen-printed effects become viable. And when clients demand faster turnarounds, you’re not waiting for inks to air-dry like it’s 1953.
Operators need training beyond the manual. Run workshops on interpreting UV dose meters—overcuring turns PVC labels brittle, while undercuring lets inks rub off like cheap lipstick. Teach press crews to recognize the sharp “snap” of properly cured coatings versus the dull thud of failures.
For narrow-web converters, space constraints dictate creativity. Look to modular LED systems that mount directly on existing print units. Some shops retrofit one color station at a time, gradually phasing out old drying tunnels. Others go all-in, converting an entire press line during seasonal downtime.
Waste reduction becomes measurable immediately. Without solvent evaporation, VOC emissions plummet—critical for shops in regulated markets. Ink waste drops 15-20% since UV formulations don’t skin over in trays. And let’s not forget the energy savings: swapping mercury vapor lamps for LEDs cuts power consumption by 60%, which accountants notice faster than press operators.
Retrofitting isn’t without quirks. Some substrates develop a slight curl under intense UV exposure—run test rolls at varying intensities to find the sweet spot. Metallic inks might require additive primers to prevent flaking. And always keep spare LED drivers on hand; these fail more often than the diodes themselves.
The final step? Recalibrating your quality control. UV-cured colors appear more vibrant under certain light sources. Invest in D50 lighting booths to approve jobs, not the flickering fluorescents in shipping. Train QC teams to check for complete curing at fold lines and die-cut edges—the places where shortcuts show.
For shops straddling conventional and digital print, LED UV retrofits future-proof the operation. It lets you handle short-run packaging jobs with foil stamping one day and long-label rolls the next. The press becomes a hybrid workhorse, not a relic. And when clients ask why their jobs suddenly look sharper and ship faster, you’ve got a story that beats quoting dryer specs.